从派工、领料、开工、报工到完工,都有状态、责任人和异常记录。

一同数字技术
智能制造行业解决方案
MES 制造执行系统
把生产现场从结果汇报升级为实时执行闭环
一同数字技术
MES 解决的不是“报工录入”,而是生产过程可控
客户需要看到计划、工艺、物料、质量、设备和人员如何在现场形成同一条执行链。
客户需要看到计划、工艺、物料、质量、设备和人员如何在现场形成同一条执行链。
按工艺、BOM、参数和质检要求执行,减少口头传递和经验偏差。
缺料、停机、返工、质量问题能被发现、处理、复盘和追溯。
计划工艺执行质检追溯
一同数字技术
制造现场的压力,已经从“完成生产”变成“可解释的交付能力”
成熟 MES 宣传都在强调生产可视化、质量追溯、资源协同和持续改进。
成熟 MES 宣传都在强调生产可视化、质量追溯、资源协同和持续改进。
订单交期紧,计划变化多,现场进度不能只靠班组口头反馈。
客户和监管要求过程可追溯,问题不能只停留在成品检验。
停机、等待、返工和换线损失需要被量化,而不是凭经验判断。
生产、质量、设备、仓库、计划之间必须共享同一套过程数据。
计划交付工艺执行质量追溯设备人效
一同数字技术
成熟 MES 的共识,是把车间变成可视化、可追溯、可优化的执行系统
Siemens、SAP、Rockwell Plex、Dassault DELMIA Apriso 等成熟产品都围绕制造执行、质量、可视化和运营协同展开。
制造执行网络
执行质量追溯OEE工艺闭环
强调制造运营管理、数字制造、生产执行和质量协同。
强调云端智能制造平台、MES、质量和供应链数据联动。
强调全球制造运营、生产、质量、仓储和维护流程协同。
客户购买 MES,是为了让计划、工艺、质量、设备和人员在同一条现场链路里协同。
一同数字技术
MES 的购买理由,通常来自五个生产断点
如果这些断点长期靠人补位,生产管理就很难从事后统计升级到过程控制。
工单、版本、产线、班组和交期没有统一状态。
作业指导、参数、BOM、变更靠纸面或口头传递。
开工、完工、停机、返工滞后录入,数据不可信。
首检、巡检、终检与工序数据没有自动关联。
异常批次、责任工序和影响订单定位慢。
一同数字技术
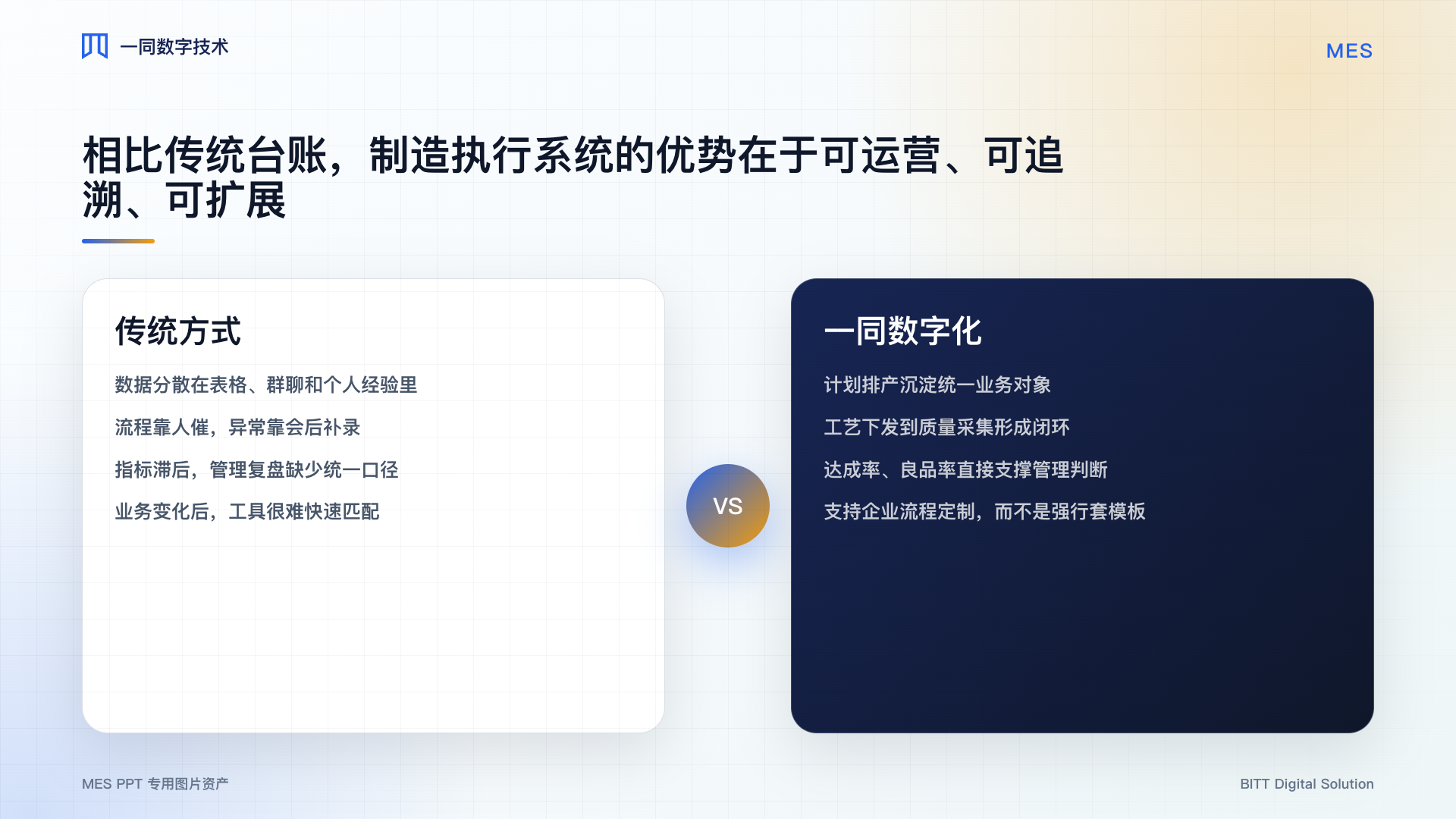
MES 不应该停留在“生产台账”,而要逐步变成制造运营中枢
客户需要理解建设层次:先让数据可信,再让过程可控,最后让优化有依据。
能统计产量和报工,但难以解释为什么延误、返工或停机。
系统按工艺、工序、任务和质检要求指导现场动作。
用 OEE、质量、异常和瓶颈数据推动排产与工艺改进。
一同数字技术
MES 建设建议先固化工艺,再跑通工单,最后优化效率
先把现场真实执行纳入系统,后续高级排程、设备联网和 AI 优化才有数据基础。
OEE、瓶颈分析、设备采集、排程联动、AI 预警。
异常闭环、质量联动、设备停机、仓储领退料协同。
工艺/BOM、工单、工序报工、质检和追溯。
一同数字技术
围绕计划、工艺、现场、质量和库存,设计 MES 业务蓝图
这张蓝图帮助客户理解 MES 在生产现场承接什么输入、驱动什么动作、输出什么结果。
MES 方案中枢
销售订单、生产计划、工艺版本、BOM、物料状态
派工、开工、报工、检验、返工、完工入库
产量、良率、工时、异常、批次追溯、OEE
按企业产线、工艺、设备、质量和现有系统情况规划接口、报表和二期扩展
一同数字技术
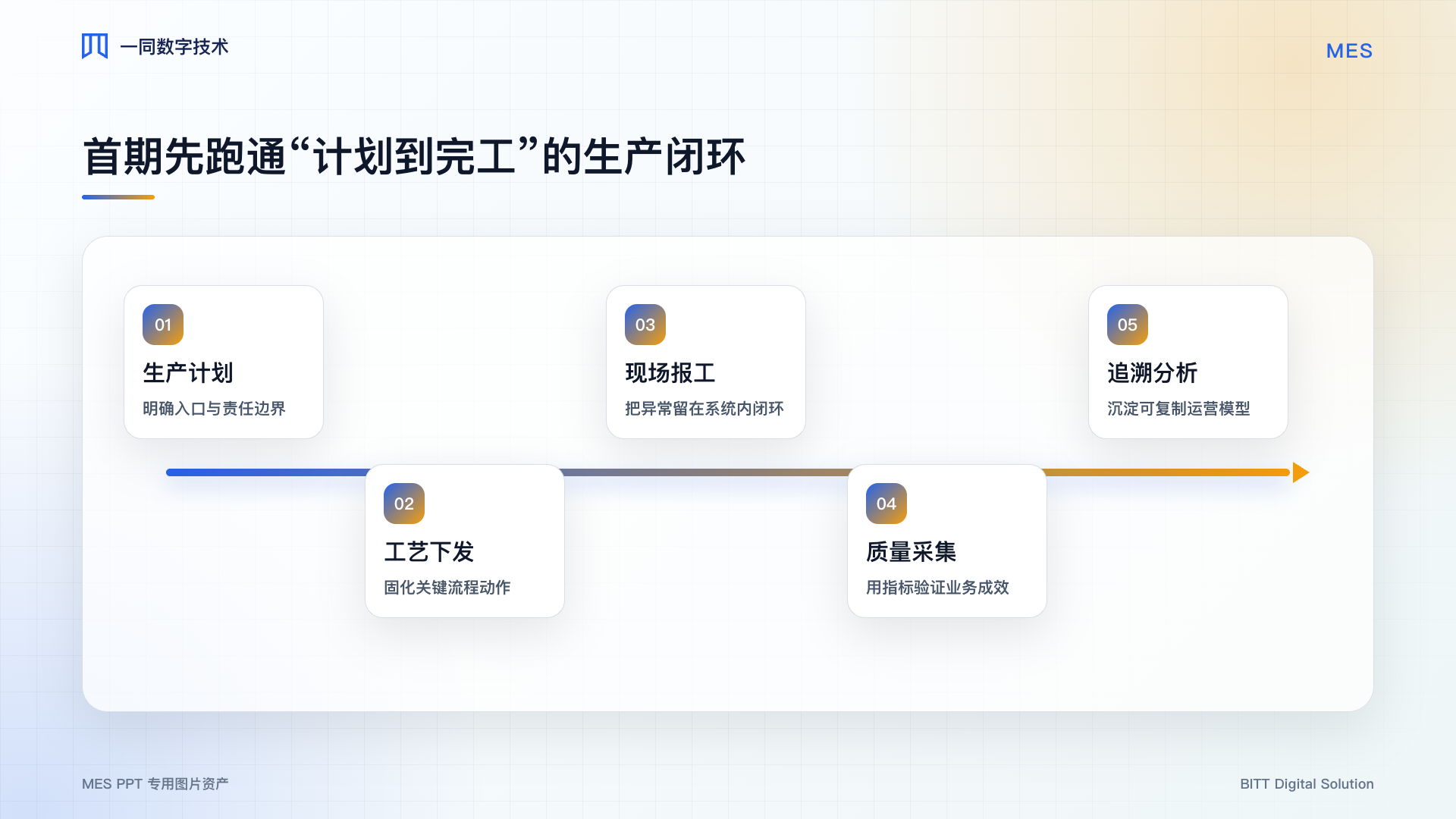
首期先跑通“计划到完工”的生产闭环
不急着堆高级模块,先让每张工单在真实产线里稳定跑完。
工单、工序、人员、时间、物料和质量状态同步沉淀。
缺料、停机、返工、不合格都有原因、处理人和结果。
一同数字技术
MES 的专业性,来自核心生产对象被统一管理
没有这些对象,MES 会变成报工表;有了对象,现场才能被系统驱动。
先把关键对象、状态和责任边界统一,系统才不会变成另一套录入台账。
工艺路线、工序、参数、作业指导、版本
物料、用量、替代料、损耗、领退料规则
计划数量、产线、班组、状态、优先级
检验项目、首检巡检终检、判定标准
缺料、停机、返工、不合格、变更记录
一同数字技术
工艺和 BOM 是 MES 能否稳定执行的前提
生产现场不能只靠师傅经验,系统必须让工艺版本和物料规则可控。
关联产品、工艺路线和 BOM 版本。
明确每道工序的作业要求和前后关系。
把关键参数、设备、工装和检验要求带到现场。
工艺变更后保留历史版本和影响范围。
报工时校验工序、物料、数量和质量状态。
执行证据链
状态同步
责任留痕
异常闭环
指标复盘
一同数字技术
工单执行要让生产进度从“问人”变成“看状态”
管理层最关心的不是报工表,而是当前订单卡在哪里、为什么卡住。
从计划或订单生成生产工单。
分配产线、班组、设备和开工时间。
扫码或工位终端确认开工条件。
记录产量、工时、停机、返工和报废。
合格数量进入 WMS 或库存协同。
一同数字技术
质量要嵌入生产过程,而不是只在末端发现问题
成熟 MES 的价值在于把检验、异常和批次记录嵌入工序。
开线前确认标准、样件和关键参数。
按工序和频次触发检验任务。
记录缺陷、原因、责任工序和处置方式。
返工任务和复检结果形成闭环。
按工单、物料批次和工序追踪影响范围。
过程治理
任务驱动
状态校验
责任留痕
结果复盘
一同数字技术
设备与人员数据要服务生产决策
不是所有客户首期都要设备联网,但必须预留设备、班组和工时口径。
记录工单使用的设备和工装。
规则 / 权限 / 状态 时间 / 人员 / 结果区分换线、故障、待料、待检等原因。
规则 / 权限 / 状态 时间 / 人员 / 结果记录班组、岗位和工时贡献。
规则 / 权限 / 状态 时间 / 人员 / 结果看产量、工时、停机和良率趋势。
规则 / 权限 / 状态 时间 / 人员 / 结果高频停机转入 EAM 维保闭环。
规则 / 权限 / 状态 时间 / 人员 / 结果一同数字技术
生产看板要回答“今天怎么交付”
看板不是为了好看,而是让主管看到进度、瓶颈、异常和质量风险。
CLOSED LOOP
业务闭环
按订单、工单、产线查看进度。
识别排队、等待、返工和停机节点。
突出不合格、返工和待检批次。
提示缺料、待领料和库存异常。
形成日会、周会可讨论的数据。
闭环判断
有入口
有校验
有责任
有复盘
一同数字技术
MES 看板要围绕交付、效率、质量和异常组织
客户愿意为 MES 买单,通常是因为这些指标能支撑每日生产决策。
当前工单进度、延期风险和完工预测。
设备利用、人员工时、停机原因和瓶颈工序。
首检、巡检、终检和返工不合格趋势。
缺料、停机、返工、质量异常的处理状态。
一同数字技术
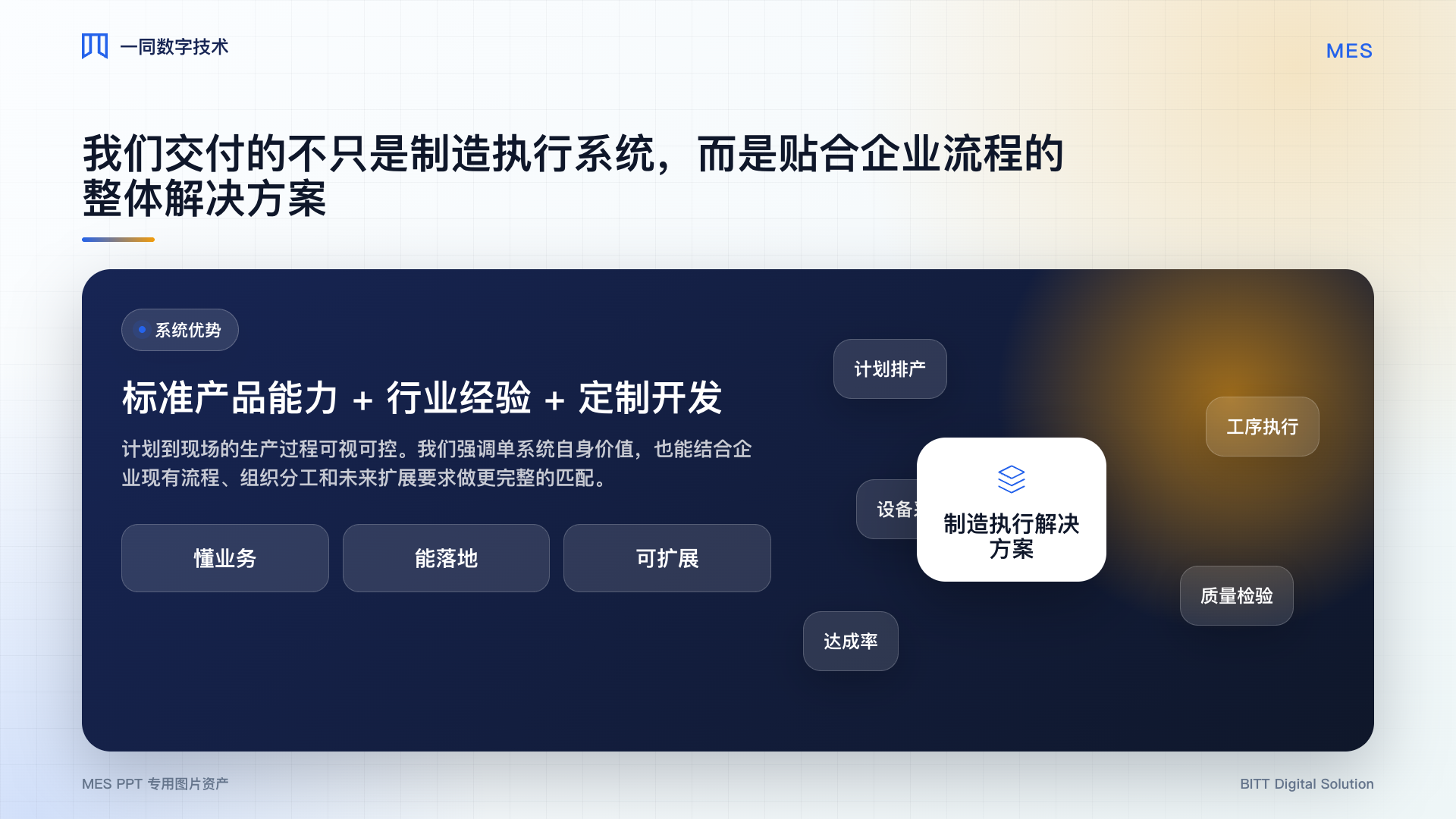
MES 不只是单点系统,而是整体解决方案的一部分
我们会先理解企业现有流程、组织分工和系统现状,再判断哪些做在 MES、哪些保留、哪些需要定制开发或接口适配。
CORE
整体方案
统一状态、任务和数据口径
梳理工单、工艺、物料、质检、设备和异常处理现状。
把 MES 放进制造运营全流程,明确首期闭环和后续扩展路径。
围绕工位终端、报工规则、质检表单、看板和移动端做贴合开发。
统一产品、BOM、工艺路线、产线、班组和设备口径。
确有必要时再对接已有系统,按业务边界做 API、数据同步和责任划分。
复用多类制造、仓储、质量和设备项目经验,加快方案落地。
一同数字技术
MES 权限要按现场岗位设计,而不是按部门粗分
不同岗位看到自己的任务、异常和指标,才能减少现场干扰。
下达计划、调整优先级、查看交付风险
派工、处理现场异常、确认完工
开工、报工、扫码、提交异常
检验、判定、复检和不合格处理
处理停机、维护和设备状态
查看交付、效率、质量和成本指标
一同数字技术
MES 首期验收必须用真实工单跑完
客户需要看到系统可以支撑真实班组,而不是只看静态演示。
至少选择一个典型产品跑通计划、派工、报工、完工。
工艺路线、BOM、检验标准必须来自客户当前版本。
模拟缺料、停机、返工或不合格,验证闭环。
形成交付、效率、质量、异常四类试运行数据。
一同数字技术
MES 实施路径要从一条样板产线开始
先在典型产线跑准,再复制到更多车间和复杂场景。
梳理工单、工艺、物料、质检和异常处理现状。
整理产品、BOM、工艺路线、产线、班组和设备。
配置工单、工序、报工、质检和看板。
用真实工单验证现场使用和数据口径。
再做设备采集、排程优化和必要接口适配。
一同数字技术
MES 交付的是一套可运行的生产管理方式
交付物必须覆盖系统、数据、流程、培训和验收。
交付物必须覆盖系统、数据、流程、培训和验收。
工艺、BOM、工单、工序、质检、异常、看板。
编码、版本、状态、权限、检验项目和异常原因。
样例工单、培训脚本、验收指标、问题清单和二期计划。
工艺规则工单脚本质量标准异常字典看板指标
一同数字技术
为什么选择一同数字技术做 MES
我们有多类业务系统经验,能按企业真实制造流程做整体方案和定制开发。
我们有多类业务系统经验,能按企业真实制造流程做整体方案和定制开发。
不只做报工页面,而是围绕工艺、工单、质量和异常设计。
先判断企业流程、组织、数据和现有系统边界,再设计最合适的建设路径。
先用真实工单验收,降低一次性全厂上线风险。
从手工报工到设备采集、OEE、排程和 AI 优化逐步升级。
能上线能验收能扩展
MES 封面主视觉

MES 业务价值图

MES 核心流程图
MES 能力架构图

MES 落地成效图

MES 业务场景图

MES 经营驾驶舱

MES 优势对比图
MES 智能预警图

MES 实施路线图

MES 移动执行图

MES 整体方案图
一同数字技术
下一步
开启数字化之旅
先把首期闭环跑通,再让系统跟随业务持续扩展。
确认典型产品、工艺路线、工单和班组。
整理 BOM、工艺、质检标准、产线设备和异常类型。
用一张真实工单评审首期流程、验收指标和定制边界。